



درباره تولیدی صنعتی اســدی نیــــا
تولیدی صنعتی اسدی نیا فعالیت خود را از سال ۱۳۶۴ آغاز نموده است. این گروه با داشتن بیش از چهار دهه سابقه کار ارزشمند در پروژههای صنعتی، گامهای مهمی را در پیشبرد صنعت برداشته است.
گروه تولیدی صنعتی اسدی نیا با دارا بودن دانش تخصصی، سابقه درخشان در طراحی و ساخت قطعات و مجموعه سیستمهای اتاق کنترل و ماشینهای صنعتی، نیازهای متنوع و گسترده صنایع بزرگ و حساس را برآورده ساخته است. رعایت استانداردهای ISO 9001-2000 و ISO 9001-2008 نیز تضمینی برای مشتریان در دریافت خدمات مطابق با استانداردهای جهانی قرار داده است. هدف این گروه تأمین نیازهای صنایع با محوریت افزایش راندمان تولید و رضایت مشتریان است.



برخی از خدمات ما

فروش متریال
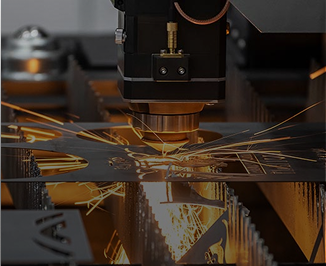
برش لیزری به عنوان یک فرایند برش بدون تماس می باشد. برش لیزر یک فرایند برش است که با آن میتوان مواد خام فلزی و غیرفلزی را با ضخامتهای ...

خدمات قطعهزنی
برش لیزری به عنوان یک فرایند برش بدون تماس می باشد. برش لیزر یک فرایند برش است که با آن میتوان مواد خام فلزی و غیرفلزی را با ضخامتهای ...

ویژگیهای مجموعه
برش لیزری به عنوان یک فرایند برش بدون تماس می باشد. برش لیزر یک فرایند برش است که با آن میتوان مواد خام فلزی و غیرفلزی را با ضخامتهای ...

فهرست
مشتریان
فهرست مشتریان قدیمی ما و کسب و کار آنها گواهی بر کیفیت و خدمات ما است.

خدمات ما
هر قطعه
داستانی از مهارت ماست

تولیدی اسدینیا
'%3e%3cpath%20d='M27.1071%2029.5716H9.85714V30.8037C9.85714%2031.4937%209.315%2032.0359%208.625%2032.0359H1.23214C0.542143%2032.0359%200%2031.4937%200%2030.8037V27.1073H36.9643V30.8037C36.9643%2031.4937%2036.4221%2032.0359%2035.7321%2032.0359H28.3393C27.6493%2032.0359%2027.1071%2031.4937%2027.1071%2030.8037V29.5716ZM22.1786%207.393V6.16085C22.1786%205.47085%2022.7207%204.92871%2023.4107%204.92871H30.8036C31.4936%204.92871%2032.0357%205.47085%2032.0357%206.16085V7.393H35.7321C36.4221%207.393%2036.9643%207.93514%2036.9643%208.62514V9.85728H0V8.62514C0%207.93514%200.542143%207.393%201.23214%207.393H22.1786ZM12.3214%2025.8751V16.018C12.3214%2015.328%2011.7793%2014.7859%2011.0893%2014.7859H6.16071C5.47071%2014.7859%204.92857%2015.328%204.92857%2016.018V25.8751H0V11.0894H36.9643V25.8751H12.3214ZM22.1786%2014.7859H17.25V19.7144H22.1786V14.7859ZM32.0357%2014.7859H27.1071V19.7144H32.0357V14.7859Z'%20fill='white'/%3e%3c/g%3e%3cdefs%3e%3cclipPath%20id='clip0_104_1175'%3e%3crect%20width='36.9643'%20height='36.9643'%20fill='white'/%3e%3c/clipPath%3e%3c/defs%3e%3c/svg%3e)
با ۴۰ ســـال ســـــــابقه درخــــشــان
